|
1
|
|
2
|
|
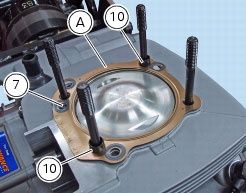
7
|
|
9
|


|
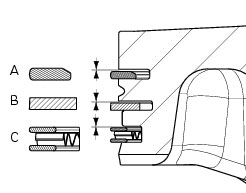
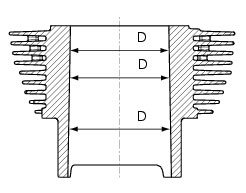
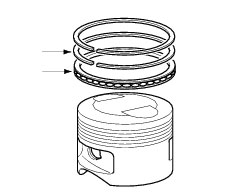
A
|
1st groove
|
|
B
|
2nd groove
|
|
C
|
3rd groove
|