|
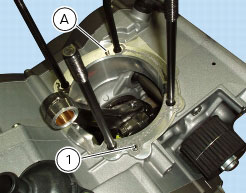
1
|
|
7
|
|
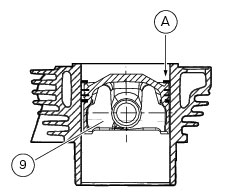
9
|


|
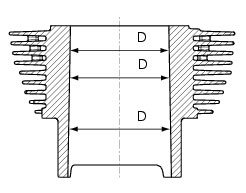
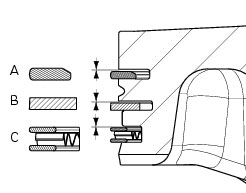
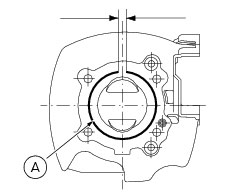
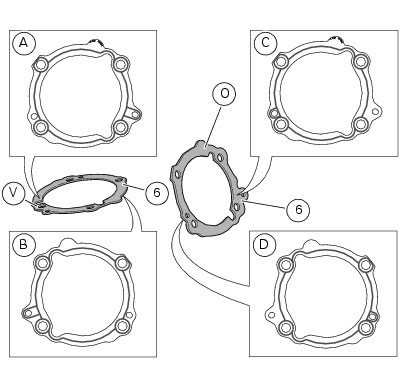
A
|
1a ranura
|
|
B
|
2a ranura
|
|
C
|
3a ranura
|






|
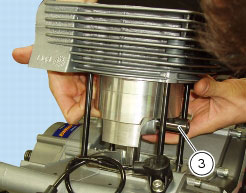
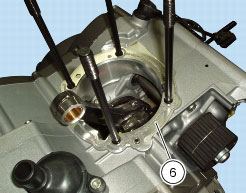
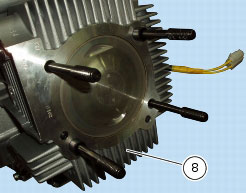
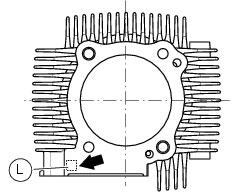
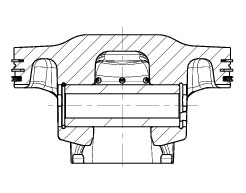
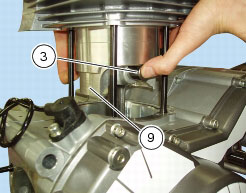
N 4.4, Montaje grupo culata
|
|
|
Montar nuevamente las correas distribución
|
|
|
Montar nuevamente las tapas laterales distribución
|
|
|
Montar nuevamente el motor en el bastidor
|
N 1, Montaje motor
|